
电话/微信19914754015
电话/微信19914754015


在铬铁矿选矿流程中,破碎作业是矿石准备的第一道工序。破碎效果直接关系到后续磨矿的效率、能耗以及选别指标。圆锥破碎机作为中细碎阶段的核心设备,其腔型选择是否合理,决定着破碎产品粒度、设备通过能力以及衬板使用寿命。很多选厂在设备选型时对腔型重视不够,导致破碎效率低、能耗高、衬板更换频繁。本文从铬铁矿的矿石特性出发,系统梳理圆锥破碎机在不同破碎阶段的腔型选择原则和配置方案。
铬铁矿属于中等硬度到高硬度的矿石,普氏硬度系数f通常为8-14,部分致密块状铬铁矿硬度更高。与其他金属矿石相比,铬铁矿有两个明显的破碎特性。
第一,性脆易碎。铬铁矿的脆性较高,在冲击载荷下容易产生裂纹并破碎。这个特性意味着圆锥破碎机在处理铬铁矿时,破碎效率相对较高,但也容易产生过粉碎。过粉碎会导致大量细粒级物料提前产生,虽然看似有利于后续磨矿,但实际上细粒铬铁矿在重选或磁选作业中回收难度更大。
第二,对衬板磨损严重。铬铁矿中含有铬、铁等硬质矿物,对破碎机衬板的磨蚀性较强。衬板磨损过快,不仅增加备件成本,还会导致破碎腔型发生变化,影响产品粒度。
铬铁矿选矿圆锥破碎机腔型选择的核心考量,是在保证破碎效率和控制过粉碎之间找到平衡,同时兼顾衬板的使用寿命。

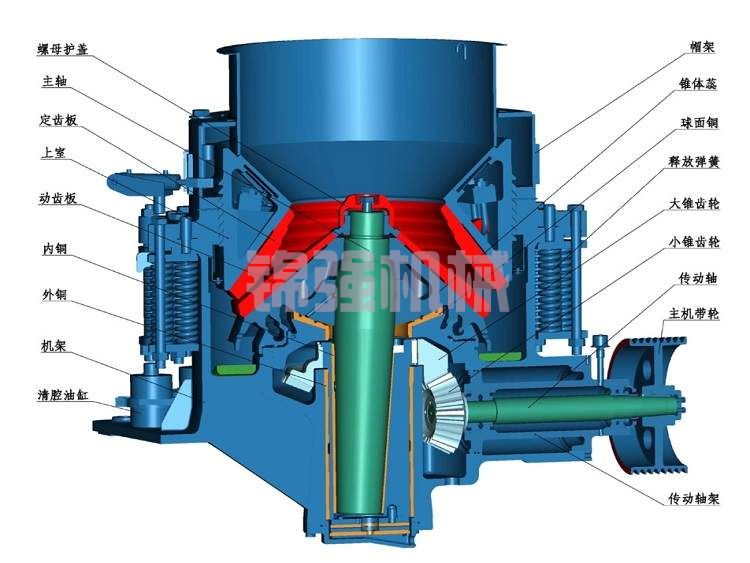
圆锥破碎机的腔型主要由破碎壁与轧臼壁之间的几何形状决定,不同腔型对应不同的破碎段和给料粒度。主流圆锥破碎机的腔型分为以下几种:
短头型腔型
短头型圆锥破碎机的破碎腔平行带较长,一般有50-80mm的平行区。矿石在平行区内受到多次挤压破碎,产品粒度均匀,细粒级含量高。短头型通常用作细碎设备,给料粒度一般小于80mm,产品粒度可以达到10-15mm以下。
标准型腔型
标准型腔型的平行带较短,破碎腔从进料口到排料口呈锥形收缩,矿石在腔中的下落速度较快,受到挤压的次数较少。标准型主要用于中碎,给料粒度在100-200mm之间,产品粒度在25-40mm左右。
中间型腔型
中间型的腔型参数介于标准型和短头型之间,平行带长度适中,兼具一定的处理能力和产品细度要求。适用于中碎和细碎之间的工况,或者对产品粒度要求不太苛刻的场合。
| 腔型类型 | 平行带长度 | 适用破碎段 | 给料粒度 | 产品粒度 |
|---|---|---|---|---|
| 标准型 | 短(20-40mm) | 中碎 | 100-200mm | 25-40mm |
| 中间型 | 中等(40-60mm) | 中细碎 | 80-120mm | 15-25mm |
| 短头型 | 长(50-80mm) | 细碎 | 50-80mm | 8-15mm |
在铬铁矿选矿流程中,粗碎通常由颚式破碎机或旋回破碎机完成,产品粒度在150-250mm之间。粗碎后的物料进入中碎圆锥破碎机,此时腔型的选择取决于后续磨矿工艺的要求。
如果选厂采用球磨机作为主磨矿设备,且磨矿给料粒度要求小于30mm,中碎可以采用标准型腔型圆锥破碎机,将产品粒度控制在30-40mm。这种配置简单可靠,设备处理能力大,适合中等规模以上的选厂。
如果选厂采用高压辊磨机作为细碎设备,对中碎产品粒度要求会更高,一般要求小于50mm即可。此时标准型腔型完全满足要求,甚至可以考虑更粗的开边参数以提高通过量。
中部某铬矿选厂采用标准型圆锥破碎机作为中碎设备,腔型为粗腔标准型,给料粒度控制在180mm以下,产品P80为38mm,设备处理能力达到280吨/小时,衬板使用寿命约2200小时。
细碎是破碎作业的最后一环,产品粒度直接影响磨矿效率和能耗。细碎圆锥破碎机的腔型选择最为关键,也是最容易出问题的地方。
短头型是最常用的细碎腔型
对于绝大多数铬铁矿选厂,细碎圆锥破碎机采用短头型腔型是最成熟可靠的选择。短头腔型的长平行带使矿石在破碎腔内受到多次挤压,产品细粒级含量高,P80可以达到10-12mm。这为后续磨矿创造了良好条件,可以显著降低球磨机的能耗和钢球消耗。
细腔短头型用于高硬度铬铁矿
当铬铁矿硬度较高、韧性较大时,可以考虑采用细腔短头型(又称超细腔型)。这种腔型的平行带更长,破碎锥更陡,矿石在腔中的通过时间延长,破碎次数增加。细腔短头型的缺点是处理能力低于普通短头型,且衬板磨损更快,一般用于硬度f>14的难破碎矿石。
层压破碎腔型的优势
近年来,层压破碎技术被引入圆锥破碎机设计中。层压破碎腔型通过优化破碎腔几何形状,使矿石在破碎过程中以料层之间的相互挤压为主,而不是单颗粒与衬板之间的冲击。这种破碎方式可以显著降低衬板磨损,同时产品针片状含量少,粒形好。
对于铬铁矿这种对衬板磨损较强的矿石,层压破碎腔型优势明显。云南省某铬矿选厂将细碎圆锥破碎机从普通短头型改为层压破碎腔型后,衬板寿命从1800小时延长到2600小时,产品中针片状颗粒比例从18%降到9%。
铬铁矿选矿最常用的破碎流程是三段一闭路,即粗碎、中碎、细碎加振动筛闭路。在这个流程中,圆锥破碎机的腔型需要与筛分设备密切配合。
中碎的标准型配置
中碎选用标准型腔型,排矿口设置在25-30mm。中碎产品经过振动筛分级,筛上物料(大于25-30mm)返回中碎形成闭路,筛下物料进入细碎前缓冲料仓。
细碎的短头型配置
细碎选用短头型腔型,排矿口设置在8-12mm。细碎产品同样进入振动筛分级,筛上物料(大于10-12mm)返回细碎形成闭路,筛下物料合格产品进入磨矿作业。
这种配置的核心逻辑是:标准型保证中碎的处理能力和产品粒度稳定性,短头型保证细碎的最终产品细度。两个破碎段分工明确,腔型选择各有侧重。
安徽省某铬矿选厂采用三段一闭路破碎流程,中碎使用标准型圆锥破碎机(腔型:粗腔标准型),细碎使用短头型圆锥破碎机(腔型:细腔短头型)。实际运行数据表明,破碎最终产品P80为9.5mm,球磨机单位能耗比改造前降低了14%。
破碎流程分为开路和闭路两种,对圆锥破碎机腔型的要求有所不同。
开路流程中,圆锥破碎机的产品直接进入下一道工序,没有筛分设备返回粗粒物料。这就要求破碎机一次通过就能产出合格粒度的产品,因此需要选择更细的腔型和更小的排矿口。对于开路细碎,短头型是基本要求,有时甚至需要超细腔型。
闭路流程中,圆锥破碎机与振动筛配合,筛上物料返回再碎。破碎机不需要追求一次通过的高细度,可以适当放宽排矿口,从而提高处理能力和衬板寿命。闭路流程中的细碎圆锥破碎机,采用普通短头型或中间型腔型即可满足要求。
从设备投资角度看,闭路流程虽然需要增加振动筛和输送设备,但可以降低对圆锥破碎机腔型的苛刻要求,整体性价比更高。对于处理量较大的铬铁矿选厂,闭路破碎是更经济的选择。
腔型与衬板寿命之间存在直接关联。短头型腔型的衬板比标准型磨损更快,细腔短头型磨损更快。这是因为细腔中的平行带更长,矿石与衬板接触面积大、摩擦行程长。
以下是不同腔型在铬铁矿破碎中的衬板寿命参考数据:
标准型腔型:衬板寿命约2500-3500小时
中间型腔型:衬板寿命约2000-2800小时
短头型腔型:衬板寿命约1500-2200小时
细腔短头型:衬板寿命约1200-1800小时
耐磨材质的选用可以显著延长衬板寿命。锰钢材质(Mn13、Mn18)是最常用的衬板材料,适用于中等硬度的铬铁矿。对于高硬度铬铁矿,可以考虑高锰钢加合金元素(如Cr、Mo)的改良材质,或者双金属复合衬板。这类衬板的初始采购成本较高,但综合使用寿命折算的单吨破碎成本反而更低。

在实际选型中,除了腔型种类,以下几个参数也需要重点关注。
给料粒度分布:圆锥破碎机的给料不应包含过多细粒,否则会影响层压破碎效果。细粒含量过高时,建议预先筛分。标准腔型的最大给料粒度一般为排矿口的1.5-2倍,短头型则为2-3倍。
排矿口大小:排矿口决定了产品的标称粒度上限。闭路流程可以适当放大排矿口(约10%),开路流程则需要收小排矿口。需要注意的是,排矿口会随着衬板磨损逐渐变大,需要定期调整。
紧边排矿口与松边排矿口:圆锥破碎机的排矿口分为紧边和松边。破碎机空载时,破碎壁与轧臼壁最近处的间隙为紧边排矿口;最远处的间隙为松边排矿口。腔型越细,松边与紧边的比值越大。
破碎比:单段圆锥破碎的破碎比一般控制在3-5之间。破碎比过大,会导致衬板磨损急剧增加,产品粒形变差。如果总破碎比要求超过20,考虑采用三段破碎。
通过量:短头型腔型的通过量通常只有标准型同规格设备的60%-70%。在选型时,需要根据处理量预留余量,避免设备选型过小导致长期超负荷运行。
青海省某铬铁矿选厂,原破碎流程采用一段颚式破碎机加一段标准型圆锥破碎机的开路流程。圆锥破碎机使用标准型腔型,排矿口15mm。实际运行中,圆锥破碎机频繁卡堵,衬板寿命只有1200小时,破碎产品P80高达22mm,造成球磨机负荷过大。
现场对设备进行了改造:将开路改为闭路,新增一台振动筛;圆锥破碎机腔型从标准型改为短头型;排矿口从15mm调整到12mm。
改造后的效果:
破碎产品P80从22mm降至11mm
球磨机处理能力提升约18%
球磨机电耗下降12%
圆锥破碎机衬板寿命从1200小时延长到1900小时(闭路循环降低了衬板负荷)
全年综合效益增加约75万元
这个案例说明,腔型选择不是孤立的技术问题,需要放在整个破碎-磨矿全流程中考量。
对于正在选型或准备改造的选厂,以下决策流程可供参考。
第一步,明确破碎段任务
确定这台圆锥破碎机是用在中碎还是细碎,开路还是闭路。不同任务的腔型选择方向完全不同。
第二步,测定给料粒度
对破碎机给料进行筛分分析,获得粒度分布曲线。重点关注最大粒度、P80、细粒含量三个指标。
第三步,确定目标产品粒度
根据后续磨矿工艺的要求,确定破碎产品的目标粒度。球磨给料一般要求小于15mm,棒磨给料要求更细。
第四步,对照腔型参数表选型
根据给料粒度和目标产品粒度,从设备厂家的腔型参数表中选择合适的腔型。如果参数落在两种腔型的重叠区,优先选择处理能力更大的腔型。
第五步,验算通过能力
根据矿石的堆密度、破碎功指数、含水率等参数,验算所选腔型的通过能力是否满足处理量要求。
第六步,评估衬板寿命预期
结合当地铬铁矿的磨蚀性数据,预估所选腔型的衬板使用寿命和更换频率。
问题一:中碎使用短头型腔型
有些选厂为了追求中碎产品的细度,在中碎阶段使用短头型圆锥破碎机。这会导致处理能力严重下降、衬板磨损过快,而且中碎产品过细会增加下一段细碎的负荷,得不偿失。
问题二:细碎使用标准型腔型
这是更常见的问题。为了节省设备投资,用标准型圆锥破碎机代替短头型做细碎。结果是产品粒度远超设计值,球磨机负荷大增,吨矿能耗反而更高。
问题三:忽视给料中的细粒
圆锥破碎机给料中细粒含量过高(超过30%)时,层压破碎效果变差,产品粒度反而变粗。应在给料前设置预筛分,将细粒提前分离。
问题四:衬板磨损后不调整腔型参数
随着衬板磨损,破碎腔型会逐渐改变,实际排矿口也会变大。应建立定期检测制度,每月测量一次紧边排矿口,及时调整恢复。
铬铁矿选矿圆锥破碎机腔型选择,需要根据破碎段位、流程形式、矿石硬度、产品粒度要求等多方面因素综合确定。中碎首选标准型腔型,细碎必须使用短头型腔型,闭路流程可以适当放宽对腔型细度的要求。
对于选厂技术人员来说,腔型选对了只是第一步。衬板磨损后的及时调整、排矿口的定期检测、给料粒度的日常监控,同样不可忽视。一套合理的腔型配置方案,加上精细化的运行维护,才是实现破碎系统高效低耗运行的关键。
记住三条原则:中碎用标准型,细碎用短头型,闭路优于开路。按照这个方向选型,基本不会偏离正确轨道。





